

The term "paperboard" is defined in different ways.
According to the ISO standardisation body, a paper product with a grammage exceeding 200 g/m² is called a paperboard. However, the Confederation of European Paper Industries (CEPI) definition reads, "Paper is usually called board when it is heavier than 220 g/m²".
Paperboard can be made in a single ply or, more commonly, in multiple plies (multi-ply). For quality reasons, a combination of various wet fibre layers is usually required for the production of paperboard. When studying the traditional paperboard market, it can be seen that multi-ply paperboard is produced as low as 160 g/m².
Two specific features distinguish paperboard compared to paper:
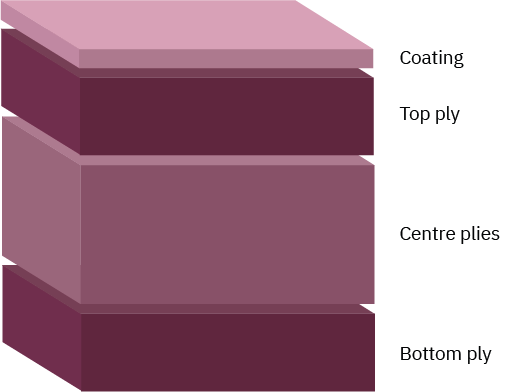
Cross section of a multi-ply paperboard.
- Paperboard contains a higher proportion of long fibres than paper.
- Paperboard does not usually contain fillers.
At Holmen, we claim that paperboard is a heavier paper product with a multi-ply structure.
The advantages of the multi-ply structure are that it is possible to optimise the fibre properties in the different plies to achieve specific functionalities. This is done by varying the content in each ply. The main characteristics to be varied are:
- Proportion of long and short fibres in the respective plies.
- Type of the pulping process.
- Treatment of the pulp to improve strength or bulk quality and distribution of broke in the structure.
To fully exploit the potential for optimising the properties of the paperboard, the multi-ply structure must consist of at least three plies.
The presence of a middle ply allows the paperboard maker to optimise the surface properties of the outer plies without losing the stiffness and paperboard converting advantages built into the middle ply. The dual-ply or single-ply construction will always result in one or more compromises. The following properties are easier to optimise in a multi-ply construction than in a single-ply construction without compromising:
- Bulk
- Strength
- Stiffness both through high thickness and strong outer plies.
- Surface smoothness in combination with desired strength or stiffness performance.
- Functional characteristics in the respective plies, such as increased moisture resistance in the surface or middle plies.
The ability to modify all of these parameters has led to a wide range of industry products targeting specific applications, and end uses through tailored properties, as seen in the following pages.
The advantage of a multi-ply design in a paperboard mill is that the quality can be adapted to different end uses by fine-tuning the abovementioned characteristics. This allows a single supplier to manufacture and supply paperboard for the requirements of various end uses, whereas a single-ply or dual-ply manufacturer has limited options.
Characteristics of the production
At the beginning of the 20th century, the production and distribution of goods and food products increased, and with it, the demand for better protection of these products increased. A cheap and simple solution was using boxes made of thicker paper.
The change in retail from selling loose products to selling pre-packaged products placed new demands on the packaging, which had to serve the purpose of protection and presentation. Getting consumers to recognise a product in the store and pick up a particular product for purchase became increasingly important.
Paper manufacturers had to specialise in meeting the demands of box converters for strong and rigid boxes that would protect products from collapsing during transportation and provide good printing and display capabilities.
There needed to be more than the traditional thick paper. As a result, the first paperboard machines were developed in the United States.
Board machines are typically built for optimal production between 200 g/m² and 1000 g/m², while paper machines have their optimal production basis weight between 70 and 200 g/m², depending on the intended application/end use.
From a layman's perspective, paperboard and paper machines can look very similar. The differences lie in the details. To examine these, we have to take a look at the different sections of the two machine configurations.
Process sections
Fibre selection and stock preparation
For a board maker, fibre selection and stock preparation depend on both the specific surface properties required for printing and display and the requirements for box converting and then protecting the box's contents.
Using strong and long chemical fibres from softwood in the outer layers of a board and bulkier fibres in the middle layer is ideal for achieving the appropriate stiffness and strength properties.
Chalk is cheaper than fibre and is often used by papermakers to reduce costs, increase opacity, and improve surface properties. However, board manufacturers cannot use chalk as this will lead to a deterioration of the strength properties of the board. Both paperboard and paper can be made from recycled fibres, but the same strength issue arises because recycled fibres are weaker than fresh fibres.
Stock preparation for board producers needs to be optimised for stiffness, strength, and surface properties. In contrast, paper manufacturers can focus exclusively on surface properties.
When producing paperboard and paper for food packaging, fatty foods or liquids, manufacturers add chemicals to prevent the fibres from absorbing fats or liquids. The chemicals used for these applications must comply with EU and FDA regulations and guidelines in the United States.
The wet end
Today, paper and board are produced on both a single-wire machine and a multiple-wire machine.
A board producer chooses the multi-wire construction of the wet end to achieve the required surface, stiffness, and strength properties.
A board produced with a multi-wire machine ideally combines different types of chemical fibres in the outer layers to achieve strength and good surface properties. Then it uses one or more centre layers of bulkier fibres. Fibres produced by a mechanical pulping process provide more bulk and are often used by board producers in the centre layers.
Single-wire machines permit fewer possibilities to optimise bulk, and board makers must compromise more between stiffness, strength, and surface properties. Board producers using fresh fibre can specialise and optimise the sheet better. However, board producers who use recycled fibre will use similar techniques in selecting and refining the fibre.
The press section
Physically pressing the water out from the sheet in the press section consumes less energy than evaporating the water in the machine's drying section.
For a board producer, it is essential that the strength and bulk properties of the sheet, built up in the wet section of the machine, are preserved in the press section.
At the same time, it is essential to press out as much water as possible to maintain production efficiency.
Over the years, board producers have developed press sections that are more forgiving and have a more extended press nip to achieve a high degree of dryness of the sheet before entering the drying section without compressing the sheet too much and destroying its bulk, stiffness, and strength.
The drying section
There is no significant difference between a board machine and a paper machine. The drying section usually consists of several steam-filled cylinders in contact with the paper or board; the number of cylinders depends on how much water evaporates. The steam pressure in these cylinders is adjustable to control the evaporation rate and the final moisture content.
Calendering
Pre-calendering is used to make the surface of the uncoated base paper or board as smooth and even as possible to prepare the sheet for the subsequent coating operation.
Finishing calendering or gloss calendering is used to improve the coated surface and/ or increase the gloss of the paper.
Both paper and board producers also use calendering techniques to improve surface properties. However, too hard calendering can easily destroy the bulk of the sheet and, thus, the stiffness and strength properties of the board.
Various calendering techniques, such as soft nip, long nip and metal belt calenders, have been developed in the board industry. With these techniques, it is possible to improve the surface without reducing the bulk.
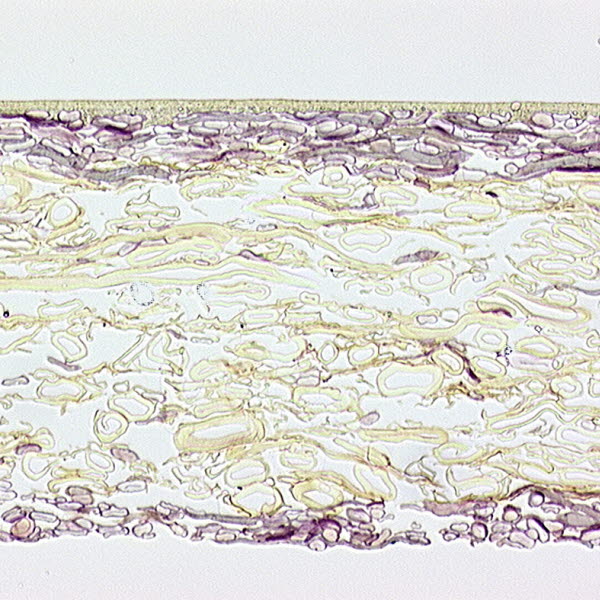
Cross section of paperboard.
Coating
The coating techniques for paper and board are basically the same. The difference lies in the coating process. Depending on the intended application, board producers have different requirements than paper producers.
Converting boards into boxes brings specific demands, such as suitability for glueing functions. These must be considered when optimising the coating process and testing its suitability. Since one of the functions of packaging is to protect and not contaminate its contents, liquid and food packaging board must be taint and odour neutral. Accordingly, the chemicals used in the coating must meet all relevant safety requirements.
Winding, slitting, and sheeting
There are no significant differences between paper- and board producers in terms of winding, slitting, and sheeting. To ensure the correct application for the end user and guarantee that the paperboard has been produced under carefully controlled conditions, board producers must have a complete traceability system throughout the process.